[摘要]利用自產(chǎn)的質(zhì)量分?jǐn)?shù)為27.5%的工業(yè)級雙氧水吸收處理硫酸尾氣,SO2脫硫率達(dá)到95%以上,尾氣經(jīng)過處理后,排放中SO2尾氣質(zhì)量濃度從800mg/Nm3下降至20mg/Nm3以下。副產(chǎn)品稀硫酸可以補(bǔ)充至98%濃硫酸循環(huán)槽中,整個工藝無廢料產(chǎn)出,該工藝有很高的應(yīng)用前景。
0引言
國家環(huán)保部正式頒布實施的GB26132-2010《硫酸工業(yè)污染物排放標(biāo)準(zhǔn)》中規(guī)定,從2013-10-01起,硫磺制硫酸工業(yè)企業(yè)SO2排放質(zhì)量濃度嚴(yán)格控制在400mg/m3以下,硫酸霧質(zhì)量濃度控制在30mg/m3以下。陽煤集團(tuán)太原化工新材料有限公司現(xiàn)有硫磺制硫酸生產(chǎn)能力24萬t/a,生產(chǎn)工藝流程采用“兩轉(zhuǎn)兩吸”,SO2轉(zhuǎn)化率大于99.5%,SO3吸收率大于99.95%,排放硫酸尾氣量56080Nm3/h,尾氣中SO2質(zhì)量濃度為800~1000mg/m3,硫酸酸霧質(zhì)量濃度為30~40mg/m3,年排放量1600~1800t,折硫酸2450~2756t。如對尾氣采取回收技術(shù)措施,回收率達(dá)到95%以上,年可回收硫酸量2327~2618t,具有非常可觀的效果。
1、硫酸尾氣SO2、酸霧回收處理技術(shù)方法的工藝原理
用雙氧水吸收硫酸工業(yè)尾氣中SO2的基本原理是:將雙氧水添加至脫硫塔中,使其與含SO2尾氣接觸,將SO2氧化為硫酸。煙氣中SO2的脫除過程是分2步完成:
第1步,氣液傳質(zhì)和水結(jié)合過程。即煙氣中SO2分子與水接觸時,溶解在水中,并與水分子結(jié)合為亞硫酸:
SO2+H2O→H2SO3(1)
第2步,氧化吸收。
H2O2+H2SO3→H2SO4+H2O(2)
SO2+H2O2→H2SO4
副反應(yīng),雙氧水分解:
2H2O2→2H2O+O2↑(3)
2、硫酸尾氣SO2、酸霧回收處理技術(shù)方法的工藝流程說明
本脫硫系統(tǒng)包括5部分,分別為:尾氣系統(tǒng)、吸收劑存儲與輸送系統(tǒng)、工藝水系統(tǒng)、稀硫酸外排系統(tǒng)、應(yīng)急回收系統(tǒng)。同時包含系統(tǒng)運行必備的電氣系統(tǒng)、儀表控制系統(tǒng)等。
2.1吸收系統(tǒng)
從二吸塔出口的尾氣含SO2質(zhì)量濃度為800mg/Nm3,含SO2尾氣由下部進(jìn)入脫硫塔底部,酸性氣體進(jìn)入填料層,填料層上有來自于上部的噴淋H2O2溶液及前面的噴淋液體,并在填料上形成一層液膜,氣體流經(jīng)填料空隙時,與填料液膜接觸并進(jìn)行氧化反應(yīng)。填料層可以提供足夠大的接觸面,對氣體流動不致造成過大的阻力,經(jīng)處理后
2.2雙氧水給料系統(tǒng)
吸收試劑溶液的輸送和循環(huán)如下:將購入的27.5%質(zhì)量分?jǐn)?shù)工業(yè)級雙氧水臨時存儲在儲罐中,再由雙氧水泵連續(xù)補(bǔ)充至脫硫塔,以維持脫硫液中足夠的有效脫硫成分。雙氧水的補(bǔ)充量按照入口尾氣中SO2摩爾流量進(jìn)行調(diào)節(jié)。循環(huán)吸收液通過重力降落到塔底H2O2循環(huán)槽,槽內(nèi)的循環(huán)吸收液再通過H2O2循環(huán)泵送至脫硫塔噴淋吸收層循環(huán)吸收,循環(huán)吸收液在吸收SO2后,密度逐步增大,當(dāng)達(dá)到設(shè)定值時(對應(yīng)30%質(zhì)量濃度),由稀硫酸泵排至干吸循環(huán)槽。采用電磁流量計在線檢測SO2的含量,并連續(xù)準(zhǔn)確控制雙氧水液體向塔內(nèi)注入。
2.3副產(chǎn)品處理
副產(chǎn)品為質(zhì)量分?jǐn)?shù)20%~30%的稀硫酸,由電動調(diào)節(jié)閥控制連續(xù)向稀酸循環(huán)槽輸入,再由稀酸泵送入干吸工段質(zhì)量分?jǐn)?shù)為98%濃硫酸循環(huán)槽中。
2.4工藝水系統(tǒng)
脫硫系統(tǒng)水消耗主要為脫硫反應(yīng)熱蒸發(fā)水、尾氣增濕降溫蒸發(fā)水、副產(chǎn)物外排帶水。消耗的水主要以定量的方式進(jìn)行補(bǔ)充。
工藝水水源由建設(shè)方提供,管道恒壓供應(yīng)。工藝水輸送到各用水點,包括尾氣降溫增濕水和除霧器沖洗用水。
工藝水以定量方式補(bǔ)充。由流量計對補(bǔ)水電動調(diào)節(jié)閥進(jìn)行控制,以確保稀硫酸質(zhì)量分?jǐn)?shù)在工藝設(shè)計范圍之內(nèi) 。
2.5應(yīng)急回收系統(tǒng)
在脫硫界區(qū)內(nèi)建設(shè)1座應(yīng)急漿液池,用于收集脫硫塔檢修時外排的全部脫硫液,檢修結(jié)束后,用泵將脫硫液返送到塔內(nèi)使用。平時可收集泄漏溶液和沖洗水。
3硫酸尾氣SO2、酸霧回收處理技術(shù)方法的脫硫工藝特點
3.1流程簡易,投資不高
采用單塔設(shè)計,吸收反應(yīng)和副產(chǎn)品的回收均在同一個塔內(nèi),配套設(shè)備少,流程簡易,容易控制,可操作性強(qiáng),不需要額外的操作人員,可以有效地減少投資成本、運行成本和占地空間。
3.2脫硫效率高
脫硫裝置效率高,雙氧水尾氣脫硫活性強(qiáng)、反應(yīng)迅速,SO2的排放控制指標(biāo)≤20mg/Nm3。
3.3副產(chǎn)品稀酸可全部回收
系統(tǒng)產(chǎn)生的稀硫酸直接返回硫酸系統(tǒng),在干吸工序用于調(diào)節(jié)干燥塔循環(huán)槽酸濃度,副產(chǎn)品不需二次加工,回收成本大大降低。
3.4不堵塔,阻力小
脫硫副產(chǎn)品為稀硫酸,不存在結(jié)晶堵塔等問題,吸收塔為大開孔率填料塔,系統(tǒng)阻力<1000Pa。
3.5準(zhǔn)確控制
根據(jù)吸收前后SO2的質(zhì)量濃度,使用計量控制系統(tǒng)準(zhǔn)確把握H2O2吸收劑的投入量,在保證脫硫效果的同時,減少了投資成本。
3.6沒有二次污染
整個去除酸性廢氣的過程中沒有新的廢物產(chǎn)生,減少了二次污染,是典型的清潔生產(chǎn)工藝技術(shù)。
3.7穩(wěn)定劑
H2O2具有遇雜質(zhì)和高溫非常容易分解的特性,容易增加成本消耗,嚴(yán)重者有發(fā)生爆炸的危險,工藝中須設(shè)置穩(wěn)定劑(TS-1/2)。
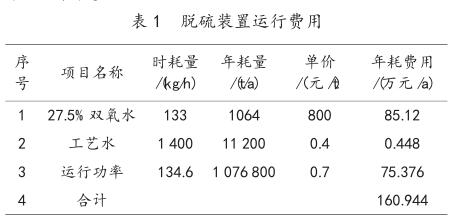
4、硫酸尾氣SO2、酸霧回收處理技術(shù)方法的裝置運行費用
按年運轉(zhuǎn)8000h計算,脫硫裝置運行費用如表1所示。
5、結(jié)論
利用單位自產(chǎn)的質(zhì)量分?jǐn)?shù)為27.5%雙氧水中和處理硫酸尾氣SO2、酸霧,回收的稀硫酸加入質(zhì)量分?jǐn)?shù)為98%濃硫酸循環(huán)槽中,實現(xiàn)了變廢為寶的目的,解決了硫磺制酸裝置處理酸性廢氣的能力問題,使得廢物可以得到有效處理,減輕了環(huán)境的負(fù)擔(dān),對我們的生活和環(huán)境有非常大的意義。
推薦資訊
- 對集流型電磁流量計進(jìn)行改造提升封堵采油井2018-08-30
- 污泥流量計,測量污泥用電磁流量計2018-08-29
- 工藝操作對水煤漿電磁流量計的影響2018-08-29
- 管道雜散電流干擾對電磁流量計的影響及其排2018-08-28
- 電磁流量計在大慶石化廢水處理廠預(yù)處理系統(tǒng)2017-08-31
- 市場競爭能否影響電磁流量計供應(yīng)鏈的穩(wěn)固2016-10-27
- 電磁流量計在礦井水泵房排水系統(tǒng)設(shè)計中的分2018-07-13
- 四氯化碳流量計,四氯化碳流量計廠家2018-05-29
- 電磁流量計參與印制電路板生產(chǎn)過程中的節(jié)水2017-09-12
- 智能電磁流量計的勵磁系統(tǒng)、信號處理系統(tǒng)和2017-08-17
- 論述電磁流量計輸出晃動的5 類故障原因2017-06-03
- 基于超聲波標(biāo)準(zhǔn)表比對電磁流量計的校準(zhǔn)方法2016-10-28